
Vorbeugender und konstruktiver Explosionsschutz nach ATEX
Explosionsfähige Stäube sicher absaugen und abscheiden - das ist der Anspruch von Keller Lufttechnik.
Geplante Projekte stimmen wir mit den notwendigen Vorklärungen zwischen Betreiber und uns als Absauganlagen-Hersteller detailliert ab. Wir bieten die nötige Erfahrung für eine ganzheitliche Beratung von der Konzeption der Emissionsabsaugung unter Berücksichtigung der ATEX-Vorschriften 114/137, Koordination der Brandschutzmaßnahmen und die evtl. Einbeziehung von Wärmetauscheinrichtungen.
Auf Wunsch erhalten Sie von Keller Lufttechnik die Unterstützung bei der Erfüllung der Behördenanforderungen.

Klärungshilfe/Staubprobe
Ist mein Staub explosionsfähig? Welche Maßnahmen muss ich treffen?
Die passenden Antworten und eine schnelle Entscheidung finden Sie in unserer Klärungshilfe:
Eine Staubuntersuchung durch Keller Lufttechnik verschafft weitere Klarheit und Sicherheit - weitere Infos dazu gibt es hier:


Ex-Kenngrößen / Ex-Zonen
Ermittlung der Explosionsgefahr nach ATEX 137 (Betreiberrichtlinien)
Zoneneinteilung
Die Betriebsräume sind nach Wahrscheinlichkeit und Dauer des Auftretens explosionsfähiger Atmosphären nach folgender Systematik in Zonen einzuteilen (VDI 2263-6 / BGR 104):
Atmosphäre: Gas/Nebel/Dämpfe
Gefahr mehr als 50 % der Betriebsdauer
bis ständig Zone 0
Gefahr gelegentlich bis weniger als 50%
der Betriebsdauer Zone 1
Keine Gefahr im Normalbetrieb oder
selten und kurzzeitig: Zone 2
Atmosphäre: Staub
Gefahr mehr als 50 % der Betriebsdauer
bis ständig: Zone 20
Gefahr gelegentlich bis weniger als 50%
der Betriebsdauer: Zone 21
Keine Gefahr im Normalbetrieb oder
selten und kurzzeitig: Zone 22
Einstufung in eine Geräte-Kategorie nach ATEX 114 (Herstellerrichtlinien)
Gerätegruppe I
Umfasst Geräte für den Übertage- und Untertagebergbau. (Ist nicht Teil dieser Abhandlung)
Gerätegruppe II
Dazu gehören alle Geräte in den übrigen explosionsgefährdeten Bereichen.
Alle nachfolgenden Informationen beziehen sich auf die Gerätegruppe 2.
Geräte-Kategorie 1
Gefahrenpotential: ständig, häufig oder über längeren Zeitraum
Anforderung: sehr hohe Sicherheit
Geräte-Kategorie 2
Gefahrenpotential: gelegentlich
Anforderung: hohe Sicherheit
Geräte-Kategorie 3
Gefahrenpotential: selten und kurzzeitig
Anforderung: normale Sicherheit
Einsatzbereiche nach den Produktrichtlinen ATEX 114
In der Zone 20 dürfen nur Betriebsmittel der Geräte-Kategorie 1 eingesetzt werden.
Für die Zone 21 sind Geräte der Geräte-Kategorie 2 (+1) zugelassen.
Für die Zone 22 eignet sich die Geräte-Kategorie 3 (+2 und 1).
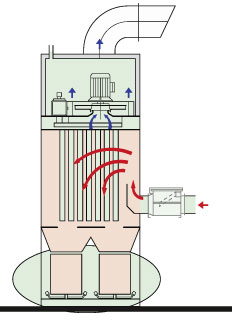
Zoneneinteilung entsprechend am Beispiel VARIO
rot: Zone 20
grün: Zone 22
Zündquellen nach ATEX 114
Liste der prozessbedingten Zündquellenarten nach ATEX 114
- Funken
- Flammen
- Hohe Oberflächentemperaturen
- Lichtbögen
- Schallenergie
- Strahlung im optischen Bereich
- Elektromagnetische Wellen
- Elektrostatische Aufladung
- Elektrische Streu- und Leckströme
- Erwärmung durch Reibvorgänge
- Erwärmung durch Schlagvorgänge
- Stoßwellen oder Kompression
- Chemische Reaktion
Beispiel: Staubabsaugung bei der Bearbeitung von Aluminium
Bei der mechanischen Bearbeitung von Aluminium können durch Kollisionen mit Stahlteilen heiße, brennbare Späne und Funken entstehen.
Durch die Absaugung der Emissionsstäube können diese Zündquellen in den Filterbereich der Absauganlage gelangen.
Die Zündgefahrenbewertung muss durch die vielen Einflüsse bei der Absaugung von Metallstäuben unter prozessnahen Bedingungen erfolgen.
Beispiel: Staubabsaugung beim Wiegen, Dosieren und Mischen in der Kunststoffindustrie
Wesentlicher Bestandteil von organischen Stoffen und damit auch von Kunststoffen (mit Ausnahme einiger Silikone) ist das Element Kohlenstoff.
Die speziellen Eigenschaften der verschiedenen Kunststoffe werden durch das Ausrüsten mit Zuschlagstoffen erzielt.
Das Brandverhalten von Kunststoffen und die Explosionsfähigkeit von Kunststoffstäuben ist entsprechend vielfältig.
Anlageninterne- und prozessbedingte Zündquellen können ausgeschlossen werden.
Vorbeugender Explosionsschutz
Um Gefährdungen durch Explosionen zu vermeiden, muss der Explosionsschutz methodisch erfolgen.
Die Informationen zu den primären und sekundären Explosionsschutzmaßnahmen finden Sie in den Feldern „Vermeidung einer explosionsfähigen Atmosphäre“ und „Zündquellenfreier Betrieb“.
Oft erweist es sich als sinnvoll, die Möglichkeiten des vorbeugenden Explosionsschutzes mit den Vorteilen des konstruktiven Explosionsschutzes zu kombinieren.
Damit kann ein sehr hoher Sicherheitslevel erzielt werden, der gegebenenfalls in der Lage ist, auch Fehlerquellen zu tolerieren.
Restrisiko
Bei allen getroffenen Maßnahmen ist ein Restrisiko durch das Zusammentreffen unvorhersehbarer Ereignisse nicht auszuschließen.
Die VDI-Richtlinie 2236 Blatt 6 erläutert an Beispielen die Durchführung von Risikobeurteilungen und die Ableitung geeigneter Schutzmaßnahmen.
2. Zündquellenfreier Betrieb
Bei einem explosionsfähigen Staub-Luft–Gemisch kommt es nur dann zur Explosion, wenn eine Zündquelle in dieser
Atmosphäre wirksam werden könnte. (Sekundärer Explosionsschutz)
1. Organisatorische Maßnahmen
Damit lassen sich alltäglich denkbare Zündquellen wie Schweißen, Rauchen und sonstiger Umgang mit offenen Flammen ausschließen.

Explosions-Pentagon
Trotz der explosionsfähigen Atmosphäre ist bei einem zündquellenfreien Betrieb keine Explosion möglich
2. Vermeidung von Zündquellen in der Absauganlage
Nicht ausreichend ist dies bei besonders zündempfindlichen Stäuben oder Dämpfen mit MZE < 3 mJ und bei hybriden
Gemischen. Alle Komponenten innerhalb der Ex-Zonen müssen nach ATEX zugelassen sein, um als Zündquelle auszuscheiden.
Kann ein Zündquelleneintrag von außerhalb der Entstaubungsanlage sicher ausgeschlossen werden und können z.B. beim Dosieren organischer Werkstoffe Reib- oder Schlagvorgänge im Rohgasbereich der Anlage ebenfalls ausgeschlossen werden, genügt die Erdung der Anlagenausrüstung. Damit ist die Entstaubungsanlage gesichert gegen elektrische Streu- und Leckströme.
Mit einem durchgängigen Potentialausgleich wird eine elektrostatische Funkenentladung vermieden.
Anwendungsspezifisch werden zusätzlich ableitfähige und geerdete Filterelemente eingesetzt.
2.1 Zündquellenüberwachung
Für Prozesse mit denkbarer Funkenbildung (z. B. Aluminiumverarbeitung) kann das Ansaugsystem durch einen Funkensensor überwacht werden. Wird ein Zündfunkeneintrag detektiert, kann über die SPS die nächst fällige Abreinigung der Filterelemente (explosionsfähige Atmosphäre) verhindert werden.
Weitere Infos (Zündquellenüberwachung ProSens) >
3. Abreinigen bei Anlagenstillstand
Wird zur Abreinigung der Filterelemente die Absaugung unterbrochen, kann im Moment der Abreinigung keine Zündquelle eingeführt werden.
1. Vermeidung einer explosionsfähigen Atmosphäre >
Vermeidung einer explosionsfähigen Atmosphäre
Die Vermeidung einer explosionsfähigen Atmosphäre erscheint als naheliegende Schutzmaßnahme – doch nicht alle Prozesse sind dafür geeignet. (Primärer Explosionsschutz)
1. Nassabscheidung
Bei diesem Verfahren werden evtl. Zündquellen benetzt und die Entstehung einer explosionsfähigen Atmosphäre im Staubabscheider vermieden. Prozessbedingt kann diese Technik nicht universell eingesetzt werden.
Weitere Infos (Keller Nassabscheider) >
2. Inertisierung
Bei der Inertisierung handelt es sich um die gezielte Zuführung von Inertstoffen zur Verhinderung der Entwicklung einer explosionsfähigen Atmosphäre.
Dafür eignen sich Inertgase wie Stickstoff, Kohlenstoff oder Edelgase, aber auch pulverförmige Inertstoffe wie Kalksteinmehl (Feststoffinertisierung). Bei Verwendung pulverförmiger Inertstoffe kann die Zugabe bis zum Neunfachen der explosionsfähigen Staubmenge nötig sein, um eine Inertisierungswirkung zu erreichen.
Bei einer Entzündung wird die Reaktionsenergie und die Reaktionsgeschwindigkeit so weit reduziert, dass die Merkmale einer Explosion nicht mehr zum Tragen kommen.
Die Wirtschaftlichkeit des Verfahrens ist abhängig von der anfallenden Staubmenge bzw. dem Bedarf an Inertmaterial.
Konstruktiver Explosionsschutz nach BGR 104 und VDI 2263
Sind die vorgenannten Maßnahmen (Primärer und sekundärer Explosionsschutz) nicht ausreichend, um vor einer Explosion bzw. ihren Folgen zu schützen, muss der Explosionsschutz durch konstruktive Maßnahmen erfolgen (Tertiärer Explosionsschutz).
BGR 104 und VDI 2263 unterscheiden zwischen folgenden Schutzmaßnahmen:
– Explosionsfeste Bauweise
– Explosions-Druckentlastung
– Explosions-Unterdrückung
– Verhindern der Flammen- und Explosionsübertragung
1. Gehäusebauweise
Explosionsdruckstoßfeste Bauweise
Ist eher selten mit einer Explosion zu rechnen, wird die Anlage entsprechend dieser Kategorie ausgelegt. In der Regel wird hier eine einfache Sicherheit vorgesehen.
Explosionsdruckfeste Bauweise
Berechnet nach dem maximalen Explosionsdruck oder dem reduzierten maximalen Explosionsdruck muss der Rohgasbehälter einer Explosion standhalten ohne sich zu verformen.
2. Integrierte Explosionsdruckentlastung
1. Explosionsdruckentlastung für organische Stäube
Bei Entstaubungsanlagen, die für den reduzierten Explosionsdruck druckstoßfest ausgelegt sind und im Freien stehen oder an einer Hallenaußenwand, können bei geeignetem Sicherheitsabstand Berstscheiben zur Explosionsdruckentlastung eingesetzt werden. Ein evtl. Flammenaustritt ist zu beachten.

Berstscheibe
Durch die Integration einer flammenlosen Druckentlastung können Flammen und Hitze durch ein Edelstahlgeflecht absorbiert werden. Aufgrund der Staubausbreitung sind bestimmte Sicherheitsabstände dennoch zu berücksichtigen.

Trockenabscheider VARIO mit ProVent
Zur Animation >
2. Flammenlose Druckentlastung bei Metallen
Das Schutzkonzept ProPipePlus und der TR-1 ProVentPlus ermöglichen eine gefahrenfreie Explosionsdruckentlastung in geschlossenen Räumen. ProPipePlus ist ein patentiertes System mit Flammenfalle und Staubrückhaltung aus Edelstahl. Dieses System benötigt keine Schutzzone. Für Aluminiumstäube gibt es eine gesonderte Ausführung.

ProPipePlus an einem VARIO 2
Zur Animation >
Der Einzelabscheider TR-1 ProVentPlus eignet sich speziell zur Absaugung explosionsfähiger Stäube an Werkzeugmaschinen mit Trockenbearbeitung oder Minimalmengenschmierung.
Die Verbrennungsprodukte der flammenlosen Druckentlastung werden durch einen Umlenkkanal nach oben abgeleitet. Eine Schutzzone muss nicht ausgewiesen werden.
Jedoch ist eine Einzelprüfung nach DIN EN 16009 erforderlich.

3. Explosionsunterdrückung
Unterdrückung der Staubexplosion
Geeignet für Anlagen, die für einen reduzierten maximalen Explosionsdruck ausgelegt sind
Der bei einer anlaufenden Staubexplosion im Filterraum entstehende Druck wird durch ein Detektorsystem erkannt und der unter Druck stehende Löschmittelbehälter elektronisch aktiviert. Innerhalb 50 ms wird das Löschmittel gleichmäßig im Filterraum verteilt und die Explosion unterbunden. Der sich im Aufbau befindliche und dann abgebrochene Explosionsdruck erreicht i.d.R. 0,4 bar Überdruck. Das System ist für organische Stäube zugelassen.
Ideal für toxische Stäube
Da die Auswirkungen auf das Innere beschränkt bleiben, eignet sich dieses Verfahren insbesondere für toxische Stäube.

Rundfilter mit Explosionsunterdrückung
4. Explosionstechnische Entkopplung der Rein- und Rohgasleitungen
Schutz vor Explosionsfolgen und Personenschäden
Entstaubungsanlagen mit explosionsfester Bauweise, mit Explosionsunterdrückung oder mit Explosionsdruckentlastung müssen explosionstechnisch entkoppelt werden.
Damit wird vermieden, dass schwerwiegende Folgeexplosionen und Personenschäden durch die Druckwelle und evtl. Flammeinwirkungen entstehen können. Situativ ist zu klären, ob eine vollständige oder partielle Entkoppelung von Flamme und Druck ausreichend bzw. notwendig ist.
Entkopplung der Reingasleitung
In der Regel verhindern Filterelemente das Durchschlagen von Flammen in die Reingasleitung. Doch Filter sind keine Schutzsysteme und können u. U. auch brennen.
Die Reingasleitung muss dem reduzierten Explosionsdruck standhalten können und darf nur in ungefährlichen Bereichen enden. Alternativ können zur Entkoppelung der Reingasleitung Druckentlastungsschlote mit Berstscheiben eingesetzt werden. Ebenso eignen sich Schnellschlussventile zur Entkopplung von Flamme und Druck.
Entkopplung der Rohgasleitung
Eine sehr bewährte Methode ist die Entkopplung von Druck und Flamme durch die Rückschlagklappe ProFlap.
Die Rückschlagklappe wird durch den prozessbedingten Volumenstrom offengehalten. Im Falle einer Explosion wird
die Rückschlagklappe durch die Druckwelle geschlossen. Damit wird eine flamm- und durchschlagsichere Sperre
der Rohgasleitung gewährleistet. Die Rohgasleitung ist entkoppelt.

Rückschlagklappe ProFlap >
Zu Animation >
Löschmittelsperre (Flammensperre)
Die Löschmittelsperre wird durch einen Detektor aktiviert und bläst im Falle einer Staubexplosion unter Druck stehendes Löschmittel in die Leitung ein. Die Flammen werden erstickt, doch die Druckwelle wird nicht aufgehalten. Deshalb müssen auch die dahinterliegenden Anlagenteile für den reduzierten Explosionsdruck ausgelegt sein.
5. Entkopplung der Staubentsorgung
Schutz vor Explosionsfolgen und Personenschäden
Entkopplung der Staubentsorgung
Zur Vermeidung einer Explosionsausbreitung in den Staubsammelbehälter kann die Sperrfunktion einer Zellenradschleuse genutzt werden. Durch eine angepasste Auslegung wird ein Zünddurchschlag sicher verhindert. Mit einer Taktschleuse wird die selbe Wirkung erzielt. Alternativ kann eine druckstoßfeste Ausführung des Staubsammelbehälters gewählt werden.

Zellenradschleuse
Anwendungen / Lösungsbeispiele
Keller-Entstaubungsanlagen mit konstruktivem Explosionsschutz nach ATEX finden sich weltweit in allen industriellen Bereichen. Entsprechend den jeweiligen Anwendungen kommen unterschiedlichste technische Lösungen zum Einsatz.
Nachfolgend werden konkrete Kundenapplikationen dargestellt, jedoch ohne namentliche Nennung des Anlagenbetreibers. Referenzanwendungen nennen wir Ihnen gegebenenfalls im persönlichen Gespräch.
Lackier- und Sprühstäube
Beispiel 1
Prozess:
Nasslackieren
Staub:
Lackoverspray
Schutzkonzept:
Zündquellenvermeidung
Technische Lösung:
VARIO-RECLAIM ZQV (Gas und Staub)
Beispiel 2
Prozess:
Aufsprühen von Haftgrund
Staub:
Haftgrundoverspray
Schutzkonzept:
Zündquellenvermeidung
Technische Lösung:
VARIO-RECLAIM ZQV
Metallische Stäube
Beispiel 1
Prozess:
Trockenbearbeitung von Aluminium
Staub:
Aluminiumstaub
Schutzkonzept:
Explosionsdruckentlastung
Technische Lösung:
Einzelabscheider TR-1 ProVentPlus
Beispiel 2
Prozess:
Aluminiumbearbeitung mit Minimalmengenschmierung
Staub:
Aluminiumstaub und Aerosole
Schutzkonzept:
Kombination aus Vermeidung Ex-Atmosphäre und Zündquellenvermeidung
Technische Lösung:
VARIO 2 mit ProSens
Beispiel 3
Prozess:
Schleifen
Staub:
Messing-Schleifstaub
Schutzkonzept:
Vermeidung EX-Atmosphäre
Technische Lösung:
Nassabscheider VDN 12.5
Organische Stoffe
Beispiel 1
Prozess:
Textilrandstreifenabsaugung
Staub:
Stoff-Fasern (Laminatreste)
Schutzkonzept:
Explosionsdruckentlastung
Technische Lösung:
JET-SET mit Berstscheiben und Rückschlagklappe ProFlap
Beispiel 2
Prozess:
Kunststoffteile drehen
Staub:
Polyethylenstaub
Schutzkonzept:
Explosionsdruckentlastung
Technische Lösung:
VARIO 1.3 mit Schutzkonzept ProVent und Rückschlagklappe ProFlap
Beispiel 3
Prozess:
Handschleifen von GFK-Bauteilen
Staub:
Kunststoff-Staub
Schutzkonzept:
Zündquellenvermeidung
Technische Lösung:
Arbeitskabine mit Entstauberzelle EZV in ATEX-Ausführung